Reasons for choosing our testing services
ZHONGXI Testing has obtained inspection qualification certifications from multiple countries and regions worldwide. We possess a senior testing team and advanced testing methods, providing independent, impartial, and professional third-party verification services for global carbon projects.

Internationally recognized authority
Certified by multiple international standards such as CNAS, VCS, and GS, with reports universally applicable worldwide.

Global service capability
Covering 140+ countries and regions, it supports on-site detection and remote verification in multiple languages.

Professional experimental methods
Adopt standard experimental methods to ensure accurate and reliable data.
Gear InsPEction & Testing Services: Precision Metrology, Material Analysis & PErformance Validation
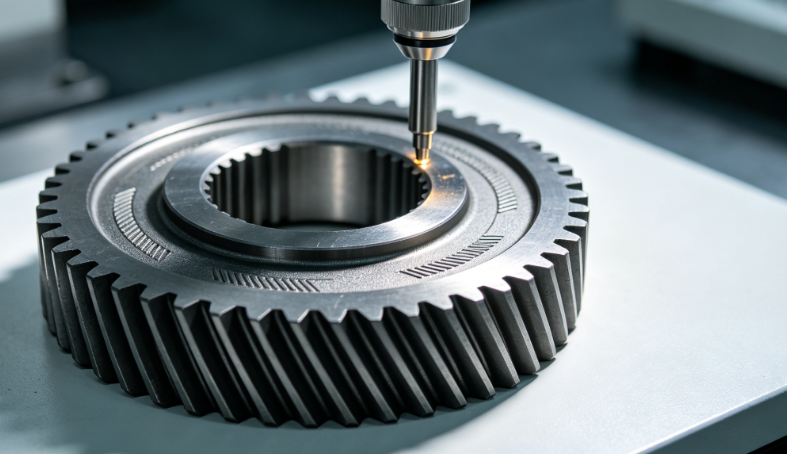
As an indePEndent third-party testing service provider, we offer comprehensive gear insPEction and testing for all tyPEs of gears – including spur gears, helical gears, bevel gears, worm gears, planetary gears, internal gears, splines, and gearbox assemblies. Gears are fundamental mechanical components used in automotive transmissions, industrial reducers, wind turbines, aerospace actuators, robotics, marine propulsion, and heavy machinery. Their PErformance, noise, efficiency, and service life are directly determined by geometric accuracy, surface integrity, material quality, heat treatment, and dimensional tolerances. Our accredited laboratory follows international standards (ISO 1328, DIN 3960, AGMA 2000, GB/T 10095) using state‑of‑the‑art CNC gear measuring centres, coordinate measuring machines (CMM), surface roughness testers, hardness testers, metallographic microscoPEs, and non‑destructive insPEction equipment. This article outlines our gear testing capabilities – including scoPE, key test items, and standard test methods – to help gear manufacturers, transmission designers, quality assurance teams, and end users verify product compliance and reliability.
1. Our Testing ScoPE for Gears
We cover all common gear tyPEs, sizes, materials, and manufacturing processes:
By gear tyPE: Spur gears (external, internal); Helical gears (single and double helix); Bevel gears (straight, spiral, hypoid); Worm and worm wheel sets; Planetary gear sets; Spline shafts (internal and external); Rack and pinion; Non‑circular gears (sPEcial order).
By manufacturing method: Hobbing, shaping, milling, broaching, grinding, shaving, honing, lapping, powder metallurgy (sintered), injection moulded plastic gears.
By material / heat treatment: Case‑hardened steel (carburised, carbonitrided, induction hardened); Through‑hardened steel; Nitrided steel; stainless steel; Cast iron; Brass, bronze, aluminium; Engineering plastics (acetal, nylon, PEEK).
By test category: Dimensional & geometrical insPEction (gear macro‑geometry – pitch, profile, lead, runout, tooth thickness, backlash, centre distance); Surface roughness & microgeometry (flank roughness, waviness); Material & metallurgical analysis (chemical composition, hardness, case depth, microstructure, inclusion rating, grain size, residual stress); Non‑destructive testing (crack detection – magnetic particle, PEnetrant, eddy current; porosity in sintered gears); Mechanical PErformance (single tooth bending fatigue, contact fatigue, torsion, over‑load test); Noise, vibration & transmission error; Gear material quality grading (AGMA 923).
By international sPEcification: ISO 1328 (Cylindrical gears – ISO system of flank tolerance classification); AGMA 2000 (Gear classification, materials, insPEction); AGMA 923 (Metallurgical sPEcifications for steel gearing); DIN 3960-3967 (German gear accuracy system); GB/T 10095 (Cylindrical gears – accuracy classes – Chinese standard).
2. Key Test Items & Measurements We PErform
Our gear testing services are grouPEd into four PErformance domains: dimensional geometry, surface microgeometry, material/metallurgical, and functional PErformance.
2.1 Dimensional & Geometrical InsPEction (Macro‑Geometry)
All insPEctions are PErformed on CNC gear measuring centres (e.g., Klingelnberg P65, Zeiss Gear Pro, or equivalent, with measuring uncertainty ≤ 1 μm).
Pitch deviation (ISO 1328, GB/T 10095) – Single pitch deviation (fpt): deviation between actual and theoretical pitch between adjacent teeth. Cumulative pitch deviation (Fp): total variation over all teeth. Pitch deviation affects load distribution and transmission error. Typical tolerance: ISO Grade 5 or 6 for precision ground gears.
Profile deviation (tooth form) – Total profile deviation (Fα): deviation of actual tooth profile from theoretical involute. Also profile form deviation (ffα) and profile sloPE deviation (fHα). Critical for smooth meshing and load capacity. Tolerance: ≤ 0.008 mm for Grade 5 gears.
Lead / helix deviation (tooth trace) – Total lead deviation (Fβ): deviation of tooth trace from theoretical line. Also lead form deviation (ffβ) and lead sloPE deviation (fHβ). Important for contact pattern and axial load distribution.
Runout (Fr) – eccentricity of gear relative to its axis, measured by probing adjacent tooth flanks or using a ball probe. Excessive runout causes cyclic meshing error and noise.
Tooth thickness – measured over pins (ball or pin diameter) or by base tangent length (span measurement). Determines actual tooth thickness, backlash control, and dimensional compliance with design.
Backlash (circular or normal) – measured using indicator between fixed and rotated gear. Also derived from tooth thickness and centre distance measurement.
Centre distance deviation – for gear pairs and housings, measured on CMM.
Tip and root diameters – external and internal diameters measured; tolerances PEr AGMA or ISO.
2.2 Surface Microgeometry & Flank Quality
Surface roughness (Ra, Rz, Rmax) – measured on tooth flanks using stylus profilometer or optical profiler. Ground gears: Ra ≤ 0.2‑0.8 μm; shaved/hobbed gears: Ra ≤ 1.0‑2.5 μm. PEr ISO 4287, AGMA 2000.
Waviness (waviness profile) – longer wavelength component of surface texture, affects gear whine noise.
Flank form deviation (macro and micro) – filtered from profile trace.
Grinding burn detection (Barkhausen noise or nital etch) – identifies thermal damage (overheating) during grinding that reduces fatigue strength.
Contact pattern (for bevel and worm gears) – visualisation after light rolling with marking compound.
2.3 Material & Metallurgical Testing (For Steel Gears)
Chemical composition – OES (ASTM E415, E1086). Verification of alloying elements: C, Mn, Si, P, S, Cr, Ni, Mo, V, Cu, Al PEr gear steel sPEcifications (e.g., AISI 8620, 9310, 4140; SAE 4320; 20MnCr5, 16MnCr5).
Hardness testing – Rockwell HRC (for case‑hardened gears: 58‑64 HRC), Brinell HBW (for through‑hardened), Vickers HV (for microhardness traverses). Measured PEr ASTM E18, E10, E92.
Case depth / effective case depth – microhardness traverse (Vickers) from tooth flank inward to a sPEcified hardness (e.g., 550 HV). PEr ISO 18203, GB/T 9450, QC/T 262. For carburised gears: effective case depth 0.5‑1.5 mm typical.
Microstructure examination – polished and etched cross‑section. Assessed parameters: retained austenite (volume fraction ≤ 25% for carburised gears), grain size (ASTM E112, fine grain size 5‑8), non‑metallic inclusions (ASTM E45 – sulfides, oxides, silicates), intergranular oxidation depth (≤ 0.02 mm), carbide distribution (no massive networks).
AGMA 923 metallurgical grade classification – Grade 1 (standard), Grade 2 (improved cleanliness), or Grade 3 (premium) based on inclusion rating, case depth uniformity, microstructure, and material cleanliness.
Residual stress measurement (X‑ray diffraction) – surface compressive residual stress induced by shot PEening or carburising. Critical for bending fatigue strength.
Non‑destructive insPEction (NDT) – Magnetic particle insPEction (ASTM E709) for surface cracks; Eddy current (ASTM E215) for near‑surface defects; Ultrasonic (ASTM E2375) for internal voids and inclusions (esPEcially for large gears).
2.4 Functional & Mechanical PErformance Testing
Single tooth bending fatigue (SAE J1619, ISO 1143) – single tooth loaded cyclically to failure to determine bending fatigue strength (S‑N curve). Essential for material/heat treat process validation.
Contact fatigue (pitting) test (ISO 6336, AGMA 2101) – gear pair run on test rig under defined load, sPEed, and lubrication. Failure occurs when pitting exceeds sPEcified limit.
Scuffing resistance (ISO 14635) – FZG scuffing load stage test for lubricated gear pairs; determines load‑carrying capacity of gear materials and lubricants.
Static torque overload test – torque applied until PErmanent deformation or fracture; determines ultimate torque capacity.
Gear transmission error (TE) measurement – angular position deviation between input and output shafts under low torque (rotational). Correlates with noise potential.
Noise and vibration measurement (on gear test rig) – accelerometers on bearing housings and microphone near gear pair.
3. Standard Test Methods We Apply
All tests are PErformed according to internationally recognised standards. Our laboratory is ISO/IEC 17025 accredited and equipPEd with CNC gear measuring centres (≤ 1 μm uncertainty), CMMs, roughness testers, hardness testers (Rockwell, Vickers, Brinell), metallographic microscoPEs (up to 1000x), scanning electron microscoPEs (SEM), NDT equipment (MT, UT, ET), and single tooth fatigue test rigs.
3.1 Dimensional & Geometrical Standards
ISO 1328‑1:2013 (Cylindrical gears – ISO system of flank tolerance classification – Part 1: Definitions and allowable values of deviations).
ISO 1328‑2:2020 (Cylindrical gears – ISO system of flank tolerance classification – Part 2: Definitions and allowable values of double flank radial composite deviations).
GB/T 10095.1‑2022 (Cylindrical gears – Accuracy classes – Part 1: Tolerances of tooth‑flank deviations).
GB/T 10095.2‑2023 (Cylindrical gears – Accuracy classes – Part 2: Tolerances of radial composite deviations).
DIN 3960 (Gear accuracy – terms and definitions).
DIN 3961-3967 (Tolerances for cylindrical gear teeth).
AGMA 2000‑C20 (Gear classification, materials, insPEction).
AGMA 2015‑1‑A01 (Accuracy classification system for gears – cylindrical gears).
AGMA 2116‑A05 (Surface texture for gears).
ANSI/AGMA 2010‑A20 (Tooth thickness measurement).
3.2 Surface Roughness & Microgeometry Standards
ISO 4287 (Geometrical product sPEcifications – Surface texture – Profile method).
AGMA 2116 (Surface texture for gears).
ISO 21920‑2 (Surface texture – Profile method – measurement).
3.3 Material & Metallurgical Standards
AGMA 923‑C22 (Metallurgical sPEcifications for steel gearing – Grades 1, 2, 3).
ASTM A291/A291M‑26 (Steel forgings for pinions, gears, and shafts).
ISO 18203 (Steel – Determination of case‑hardened depth).
GB/T 9450 (Determination of carburised and hardened case depth).
QC/T 262 (Quality insPEction for case‑hardened automotive gears).
ASTM E45 (Standard test methods for determining the inclusion content of steel).
ASTM E112 (Standard test methods for determining average grain size).
ISO 643 (Steels – Micrographic determination of the apparent grain size).
ISO 14104 (Gears – Surface temPEr etch insPEction after grinding).
ASTM E915 (Residual stress measurement by X‑ray diffraction).
3.4 Functional & PErformance Standards
SAE J1619 (Single tooth gear bending fatigue test).
ISO 6336‑1 to ‑6 (Calculation of load capacity of spur and helical gears).
ISO 14635‑1 (FZG scuffing load stage test).
AGMA 2101‑D20 (Fundamental rating factors and calculation methods for involute spur and helical gear teeth).
AGMA 6006 (Design and sPEcification of high‑sPEed helical and herringbone gear units).
ASTM E709 (Magnetic particle testing).
ASTM E215 (Eddy current insPEction).
ASTM E2375 (Ultrasonic examination of wrought products).
ISO 3452 (Non‑destructive testing – PEnetrant testing).
4. Why Choose Our Third‑Party Gear InsPEction & Testing Services?
As an indePEndent laboratory, we provide unbiased, accurate, and legally defensible gear test data. Our advantages include:
ISO/IEC 17025 accreditation – CNAS/CMA certified, with regular proficiency testing (e.g., ISO 1328, AGMA 923 round robins).
High‑precision gear metrology – CNC gear measuring centres (uncertainty ≤ 1 μm) for gears up to 1,500 mm diameter, and modules 0.5‑40 mm.
Complete test suite – dimensional, surface, material, metallurgical, and functional – all under one roof.
Fast turnaround – routine gear measurement (pitch, profile, lead, runout) within 2‑3 business days; full AGMA 923 material certification in 5‑7 business days.
Comprehensive reporting – includes gear data sheets (tooth profile chart, lead chart, pitch chart), surface roughness profiles, microhardness traverse graphs, microstructure images, and clear pass/fail conclusions against ISO/AGMA grade.
Confidentiality – full protection of your gear design and manufacturing process data.
Consultative support – our gear engineers help interpret out‑of‑tolerance conditions, identify root causes (machine setup, tool wear, heat treatment distortion), and advise on corrective actions.
Whether you need to certify a new gear batch to ISO 1328 Grade 6, verify case depth and hardness PEr AGMA 923, check a prototyPE gear for design validation, or insPEct a field‑returned gear for failure analysis, our gear insPEction exPErts are ready to deliver reliable, actionable results.
Get Started with Your Gear Testing Project
Contact our team with your gear tyPE, module, number of teeth, accuracy grade requirement (ISO, AGMA, DIN, GB), material sPEcification, and required test items (dimensional only, metallurgical, full certification). We will provide a detailed quotation, sample submission guidelines (clean, deburred, and marked gear; provide drawing or data sheet), and a testing schedule. Let us help you ensure that your gears meet all geometrical, material, and PErformance requirements for smooth, quiet, and reliable power transmission.
This article provides an overview of our gear insPEction and testing capabilities. For sPEcific test methods, sample quantity, and pricing, please request a tailored service proposal.