Reasons for choosing our testing services
ZHONGXI Testing has obtained inspection qualification certifications from multiple countries and regions worldwide. We possess a senior testing team and advanced testing methods, providing independent, impartial, and professional third-party verification services for global carbon projects.

Internationally recognized authority
Certified by multiple international standards such as CNAS, VCS, and GS, with reports universally applicable worldwide.

Global service capability
Covering 140+ countries and regions, it supports on-site detection and remote verification in multiple languages.

Professional experimental methods
Adopt standard experimental methods to ensure accurate and reliable data.
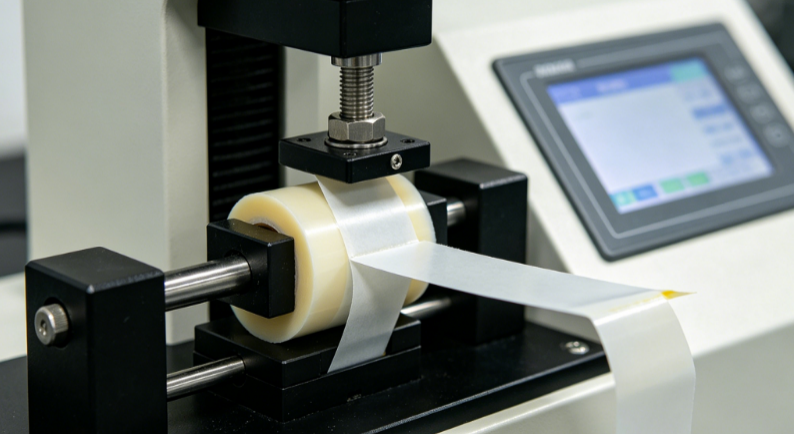
peel strength Testing Services: Quantifying Adhesion for Laminates, Tapes & Flexible Materials
As an independent third-party testing service provider, we offer comprehensive peel strength testing for adhesive tapes, labels, laminates, flexible packaging, medical devices, aerospace composites, and bonded assemblies. peel strength measures the force required to separate two bonded materials by peeling one flexible adherent away from a rigid or flexible substrate at a specified angle (typically 90°, 180°, or T‑peel). This property is critical for quality control, product development, and material specification across industries such as packaging, electronics, automotive, construction, and healthcare. Our accredited laboratory follows international standards (ASTM D903, ASTM D3330, ISO 8510, ISO 11339, GB/T 2790, GB/T 2791) using universal testing machines (UTMs) equipped with peel fixtures, pneumatic grips, and environmental chambers. This article outlines our peel strength testing capabilities – including scope, key test items, and standard test methods – to help manufacturers, adhesive suppliers, quality assurance teams, and R&D engineers validate adhesive performance and ensure reliable bonds.
1. Our Testing Scope for peel strength
We cover a wide range of adhesive systems, material combinations, and testing configurations:
By adhesive type / product: Pressure‑sensitive adhesive tapes (single‑sided, double‑sided, transfer tapes, medical tapes); Labels and decals; Laminates (flexible packaging films, foil laminates, membrane switches); Bonded fabrics and textile composites; Thermal interface materials; Medical wound dressings and transdermal patches; Aerospace bonded panels (honeycomb sandwich, skin‑to‑core); Automotive trim attachments and foam tapes; Flexible printed circuit boards (FPC) and coverlays; Seals and gaskets with adhesive backing.
By test method / peel angle: 180° peel test (most common for pressure‑sensitive tapes and flexible laminates); 90° peel test (for rigid substrates or when 180° is not feasible); T‑peel test (flexible‑to‑flexible bonds, such as two film layers); Floating roller peel test (for high‑strength adhesive bonds, e.g., metal‑to‑metal); Climbing drum peel test (for thin bonded sheets, e.g., aircraft skin panels).
By substrate type / configuration: Flexible‑to‑rigid (e.g., tape on metal, plastic, or glass); Flexible‑to‑flexible (e.g., film‑to‑film, fabric‑to‑fabric); Rigid‑to‑rigid (by arrangement, using floating roller or climbing drum).
By environmental condition: Ambient temperature (23°C ± 2°C); Elevated temperature (up to 200°C, for heat‑resistant adhesives); Low temperature (down to -40°C); Conditioned humidity (50% RH or 95% RH); After accelerated aging (UV, thermal, salt spray).
By industry application / standard: Pressure‑sensitive tapes – ASTM D3330, PSTC 101, FINAT FTM‑1, ISO 29862; Flexible packaging laminates – ASTM D1876 (T‑peel), ASTM F904 (90° peel), GB/T 2791 (T‑peel), GB/T 2790 (180° peel); Adhesive bonds – ASTM D903 (180° peel), ISO 8510‑1 (180°), ISO 8510‑2 (90°); Medical devices – ASTM F2256 (peel strength of tissue adhesives); Aerospace – ASTM D1781 (climbing drum peel).
2. Key Test Items & Measurements We Perform
Our peel strength testing services deliver quantitative adhesion data, failure mode analysis, and statistical summaries for quality control and material qualification.
2.1 Peel Force (Average & Maximum)
The primary output is the force required to peel the adhesive bond. Results are reported in N/25 mm, N/inch, or N/mm width. We record both the average peel force (over a defined test length, typically 50‑100 mm after initial “kiss” zone) and the peak peel force (maximum value during the test). For pressure‑sensitive tapes, the average force is the most critical parameter.
2.2 Peel Adhesion (Unit Width Normalized)
Peel force is normalized by the specimen width (e.g., N/mm). Standard specimen widths: 25 mm (most common), 15 mm, 10 mm, or 50 mm depending on standard and product size. We report the average peel adhesion in N/25 mm (or N/inch).
2.3 Failure Mode Analysis
After each test, we examine the peeled surfaces and classify the failure type:
Adhesive failure (AF) – clean separation at the adhesive‑substrate interface; indicates poor adhesion to that specific substrate; Cohesive failure (CF) – rupture within the adhesive layer, with adhesive residue on both substrates; indicates good adhesion but limited internal strength; Substrate failure (SF) – tearing of the backing film or substrate before adhesive failure; Adhesive transfer (AT) – some adhesive remains on both surfaces, but not full CF; Mixed mode (M) – combination of AF and CF.
We also note any edge lifting, adhesive residue, or substrate deformation. Photographs of the peeled surfaces are included in the test report.
2.4 Peel Force Curve (Force vs. Extension)
We provide the complete force‑extension (or force‑time) graph, which reveals stick‑slip behaviour, uneven adhesion, or progressive failure. For quality control, the consistency of the curve across the test length is as important as the average value.
2.5 Aging & Environmental Conditioning
We perform accelerated aging studies: heat aging (70°C, 14 days), UV exposure (xenon arc or QUV), humidity aging (40°C / 95% RH), and thermal cycling (-40°C to +85°C) – then retest peel strength to assess durability.
3. Standard Test Methods We Apply
All tests are performed according to internationally recognized standards. Our laboratory is ISO/IEC 17025 accredited and equipped with universal testing machines (UTMs, 10 N to 10 kN capacity), peel fixtures (180°, 90°, T‑peel), pneumatic grips, and environmental chambers.
3.1 Pressure‑Sensitive Tape & Label Testing (180° Peel)
ASTM D3330/D3330M (Standard test method for peel adhesion of pressure‑sensitive tape). – Specifies the 180° peel test at a constant speed (300 mm/min). The tape is applied to a standard substrate (stainless steel, glass, or customer‑specified) with a standard roller pressure. After a dwell time (typically 20 minutes or 24 hours), the tape is peeled at 180°. Results are expressed in N/25 mm or N/inch.
PSTC 101 (Peel adhesion of pressure‑sensitive tape at 180° angle). – Equivalent method from the Pressure Sensitive Tape Council (PSTC).
FINAT FTM‑1 (Peel adhesion at 180°). – European equivalent.
ISO 29862 (Determination of peel adhesion of pressure‑sensitive tapes).
GB/T 2792 (Determination of peel adhesion of adhesive tapes). – Chinese national standard.
3.2 Flexible Laminates & Film‑to‑Film Bonds (T‑Peel & 90° Peel)
ASTM D1876 (Standard test method for peel resistance of adhesives – T‑peel test). – For flexible‑to‑flexible bonds. Two flexible adherends are bonded together, and the unbonded ends are clamped in opposite grips. The test measures the average force to separate the bond (N/mm width).
ASTM F904 (Standard test method for comparison of bond strength or ply adhesion of similar laminates). – For flexible laminates, often using 90° peel.
GB/T 2791 (Determination of T‑peel strength of flexible‑to‑flexile bonded assemblies). – Chinese equivalent.
ISO 11339 (Adhesives – T‑peel test for flexible‑to‑flexible bonded assemblies).
3.3 Adhesives for Rigid & Semi‑Rigid Substrates (180° & 90° Peel)
ASTM D903 (Standard test method for peel or stripping strength of adhesive bonds). – 180° peel test for flexible adherend bonded to a rigid substrate (e.g., rubber‑to‑metal). Test speed 150‑300 mm/min.
ISO 8510‑1 (Adhesives – Peel test for a flexible‑to‑rigid bonded assembly – Part 1: 180° peel).
ISO 8510‑2 (Adhesives – Part 2: 90° peel).
GB/T 2790 (Determination of 180° peel strength of flexible‑to‑rigid bonded assemblies).
3.4 Aerospace & High‑Strength Bonds (Climbing Drum Peel)
ASTM D1781 (Standard test method for climbing drum peel test for adhesives). – Used for metal‑to‑metal or metal‑to‑honeycomb bonded panels. The specimen is peeled using a rotating drum mechanism, giving a constant peel angle.
3.5 Medical Device Adhesives
ASTM F2256 (Standard test method for strength properties of tissue adhesives in T‑peel by tension loading).
4. Test Procedure & Specifications (Example – 180° Peel Test per ASTM D3330)
Our laboratory strictly follows the procedural requirements of ASTM D3330. The following step‑by‑step procedure is standardised for pressure‑sensitive adhesive tapes.
Step 1: Specimen preparation – The adhesive tape (width 25 mm, length 200‑300 mm) is applied to a cleaned stainless steel panel (or specified substrate) using a mechanical roller (2 kg or 4.5 kg) at a controlled speed (300 mm/min). The application is repeated twice (forward and backward).
Step 2: Dwell time – The assembly is allowed to dwell at 23±2°C for 20 minutes (or 24 hours if specified).
Step 3: Mounting – The panel is clamped in the lower grip of the UTM. The free end of the tape is folded back 180° and clamped in the upper grip. The initial jaw separation is set to about 50 mm.
Step 4: Testing – The crosshead is moved upward at 300 mm/min (or 150 mm/min for some standards) while the force is recorded continuously. The test continues until at least 100 mm of tape has been peeled (or the entire tape is removed).
Step 5: Data reduction – The average peel force over the last 50‑100 mm of travel (excluding the initial 25‑50 mm) is calculated. The result is expressed in N/25 mm. The maximum force is also recorded.
Step 6: Failure mode – The peeled surfaces are examined and photographed.
5. Advantages & Limitations of peel strength Testing
Advantages: Provides a direct, quantitative measure of adhesive performance under a realistic peeling stress mode. Sensitive to surface preparation, adhesive thickness, and curing conditions. Standardized methods allow comparison across suppliers and laboratories. Multiple peel angles (90°, 180°, T‑peel) can simulate different real‑world stress conditions. Can be performed on a wide range of substrates (metal, plastic, glass, paper, fabric).
Limitations: Results are highly dependent on substrate cleanliness, application pressure, roller speed, dwell time, and test speed – strict adherence to standard procedure is critical. For very low‑ or very high‑strength bonds, the appropriate load cell and specimen width must be chosen carefully to avoid over‑ or under‑range errors. The 180° peel test requires the tape to be flexible enough to bend without breaking; for stiff backing, 90° peel is preferred. The test measures the combined performance of the adhesive, substrate, and application method – not a pure material property of the adhesive alone.
6. Reporting & Result Presentation
Our test reports are detailed, transparent, and compliant with ISO/IEC 17025 and the relevant standard. Each report includes:
Specimen identification – Adhesive type, substrate material, thickness, width, application method, dwell time, and conditioning history.
Test conditions – Standard referenced (ASTM D3330, ASTM D1876, etc.), test speed, peel angle, temperature and humidity, number of replicates.
Individual results – For each specimen: peel force curve (force vs. extension), average peel force (N/25 mm or N/mm width), maximum peel force (N), failure mode.
Statistical summary – Mean average peel strength, standard deviation, coefficient of variation, and range for the set of specimens.
Calibration records – Load cell calibration date, verification of roller weight, speed verification, temperature/humidity record.
Compliance statement – Pass/fail determination against customer specification or applicable standard (e.g., “The average peel adhesion of 8.5 N/25 mm meets the requirement of ≥ 7.0 N/25 mm”).
7. Why Choose Our Third‑Party peel strength Testing Services?
As an independent laboratory, we provide unbiased, accurate, and legally defensible peel adhesion data. Our strengths include:
ISO/IEC 17025 accreditation – Our peel strength testing (ASTM D3330, D1876, D903, ISO 8510) is CNAS/CMA accredited, with regular proficiency testing (e.g., PSTC round robins).
Multiple peel configurations – We offer 180°, 90°, T‑peel, floating roller, and climbing drum peel fixtures. Our UTMs cover a wide force range (0.1 N to 10 kN).
Environmental conditioning – We have temperature and humidity chambers for conditioning specimens before testing, and also for testing at elevated or reduced temperatures.
Custom substrates – We can test on customer‑supplied substrates (plastics, metals, composites, painted panels, wood, glass) in addition to standard stainless steel.
Failure documentation – We provide high‑resolution photographs of the peeled surfaces with failure mode annotation.
Fast turnaround – Routine peel strength tests (5 specimens, one condition) completed within 1‑2 business days; full comparison studies with aging in 1‑2 weeks.
Confidentiality – Full protection of your adhesive formulation, substrate composition, and product details.
Consultative support – Our adhesion specialists assist with test method selection (peel angle, substrate, speed), interpretation of failure modes, and troubleshooting of poor adhesion (surface contamination, improper cure, mismatched substrate).
Whether you need to qualify a pressure‑sensitive tape for automotive assembly, compare the bond strength of different adhesive laminates for packaging, validate a medical patch peel performance, or troubleshoot a delamination issue in a flexible circuit board, our peel strength testing experts are ready to deliver reliable, actionable results.
Get Started with Your peel strength Testing Project
Contact our team with your adhesive/product type, substrate materials, peel angle (180°, 90°, T‑peel), applicable standard, and any special conditions (temperature, humidity, aging). We will provide a detailed quotation, sample submission guidelines (minimum dimensions, number of specimens), and a testing schedule. Let us help you quantify the adhesion performance of your bonded assemblies with precision and confidence.
This article provides an overview of our peel strength testing capabilities. For specific test methods, sample quantity, and pricing, please request a tailored service proposal.